Every year, material mix-ups cost industrial plants millions in downtime, rework, and — in the worst cases — catastrophic failures. The solution is not more paperwork. It is systematic, methodical inspection. This guide covers every inspection method that matters for nickel alloys, from receiving inspection to PMI in the field.
Introduction: Why Nickel Alloy Inspection Is Non-Negotiable
Nickel alloys are selected for their corrosion resistance, high-temperature strength, or both — properties that are entirely dependent on precise chemistry and microstructure. A single material mix-up can turn a Hastelloy C-276 pressure vessel into a catastrophic failure waiting to happen.
The problem: nickel alloys are expensive, often purchased from multiple sources, and frequently arrive at fabrication shops with incomplete or unverifiable documentation. Without systematic inspection, wrong materials enter critical systems.
This guide covers the complete nickel alloy inspection workflow — what to check, how to check it, what standards to reference, and how to interpret results.
The Four Stages of Nickel Alloy Inspection
Effective inspection of nickel alloys happens at four distinct stages, each with different objectives and methods:
| Stage | When | Objective | Primary Method |
|---|---|---|---|
| 1. Receiving Inspection | Upon material arrival | Verify material matches PO and has valid documentation | Visual + MTC review + dimensional check |
| 2. Positive Material Identification (PMI) | Before fabrication | Confirm exact alloy chemistry in the field | Handheld XRF or OES |
| 3. Mechanical Testing | Per specification requirements | Verify strength, ductility, and toughness meet requirements | Tensile, hardness, impact testing |
| 4. Destructive Examination | On sampling basis (heat lots) | Verify microstructure and internal quality | Macro/micro examination, corrosion testing |
Each stage catches different failure modes. Skipping any stage creates risk.
Stage 1: Receiving Inspection — The First Line of Defense
Receiving inspection is the moment to catch documentation problems before material enters your shop. This is where most material errors are caught — but only if the process is systematic.
Document Verification
Every incoming nickel alloy shipment should include:
- Mill Test Certificate (MTC) — also called Mill Test Report (MTR) or Certificate of Conformance (CoC)
- Traceability records linking the material to specific heat/lot numbers
- Chemical analysis report confirming exact composition
- Mechanical test results (tensile, yield, elongation)
- ASTM/ASME specification compliance statement
What to verify on the MTC:
| Check | What to Look For |
|---|---|
| UNS number | Matches your PO (e.g., N06625, not just “Inconel 625”) |
| Heat number | Present and legible — this is your traceability link |
| ASTM/ASME spec | Matches required spec (AMS 5536 for sheet, not AMS 5754 for bar) |
| Chemistry ranges | All elements within specified limits, not just “pass/fail” |
| Test results | Actual measured values, not just “meets requirements” |
| Inspector signature | Dated and authorized |
Red flag: An MTC that lists only “meets ASTM B444” without actual measured values, or one with no heat number. This is not acceptable for critical service applications.
Physical Verification
| Check | Method | What to Reject |
|---|---|---|
| Dimensions | Calipers/micrometer | Outside ASTM tolerances or PO requirements |
| Surface condition | Visual | Cracks, laps, seams, excessive mill scale |
| Marking/stamping | Visual | Missing or illegible heat number or size marking |
| Weight | Scale | Significantly off from theoretical weight |
| Quantity | Count/measure | Does not match PO |
Surface Condition Analysis
For nickel alloys, surface condition tells you important things:
| Surface Condition | What It May Indicate | Action |
|---|---|---|
| Heavy mill scale | Standard mill product | Normal — clean before further processing |
| Ground and polished | Pre-machined or specialty product | Verify with supplier |
| Bright annealing residue | Light oxidation from heat treatment | Normal — should clean off with mild acid or abrasion |
| Pitting or etching marks | Chemical attack during storage | Reject — investigate cause |
| Cracks or edge tears | Rolling or processing damage | Reject — do not fabricate |
| Dimensional undersize | Over-machined or wrong specification | Reject — does not meet PO |
Stage 2: PMI — Positive Material Identification
PMI is the most important in-field inspection tool for nickel alloys. A handheld XRF (X-ray fluorescence) analyzer can verify the chemical composition of a nickel alloy in minutes — without destroying the material.
Why PMI Is Critical
PMI — Positive Material Identification is a nondestructive testing method used to verify the chemical composition of metal alloys. It is essential for nickel alloys because:
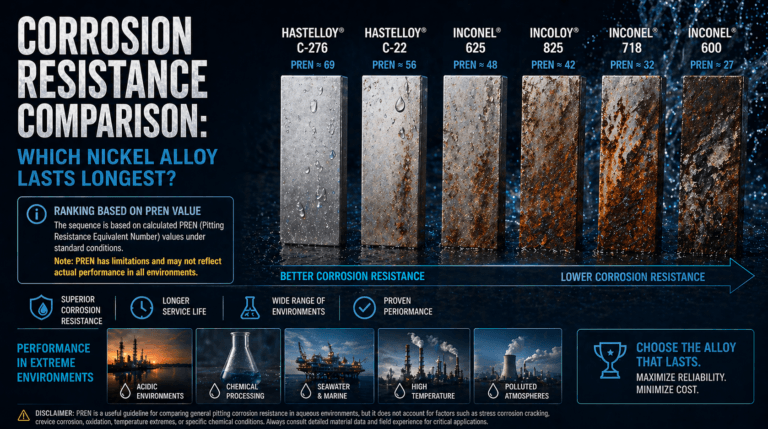
- Look-alike alloys are common — Hastelloy C-276, C-22, and Inconel 625 all have similar silver-metallic appearance
- Material mix-ups are more frequent than acknowledged — especially in multi-supplier fabrication shops
- Consequences of the wrong alloy are severe — chloride stress corrosion cracking in the wrong Hastelloy grade can occur in months
How Handheld XRF Works
Handheld XRF analyzers work by:
- Emitting X-rays into the material surface
- The material fluoresces (emits secondary X-rays) with energies characteristic of each element
- The detector measures these energies and calculates elemental concentrations
- The instrument matches the chemistry against alloy grade libraries
Key standards for PMI:
- ASTM E1473 — Standard Test Method for Analysis of Nickel Alloys by X-Ray Fluorescence
- ASTM E572 — Standard Test Method for Analysis of Stainless and Alloy Steels by X-Ray Fluorescence
- ASTM F3043 — Standard Specification for Portable Alloy Analysis Equipment Using X-Ray Fluorescence
Reading XRF Results: Key Elements for Nickel Alloys
When reading PMI results, focus on the elements that differentiate one alloy from another:
For Hastelloy alloys:
| Element | C-276 | C-22 | Why It Matters |
|---|---|---|---|
| Mo | ~16% | ~13% | If you measure ~6% Mo, you likely have Inconel 625 |
| Cr | ~15.5% | ~21% | Higher Cr in C-22 = better oxidation resistance |
| W | ~3.5% | ~3% | Tungsten is present in C-276 but can vary |
| Ni | ~57% | ~56% | Base element — confirms nickel alloy family |
For Inconel/Incoloy alloys:
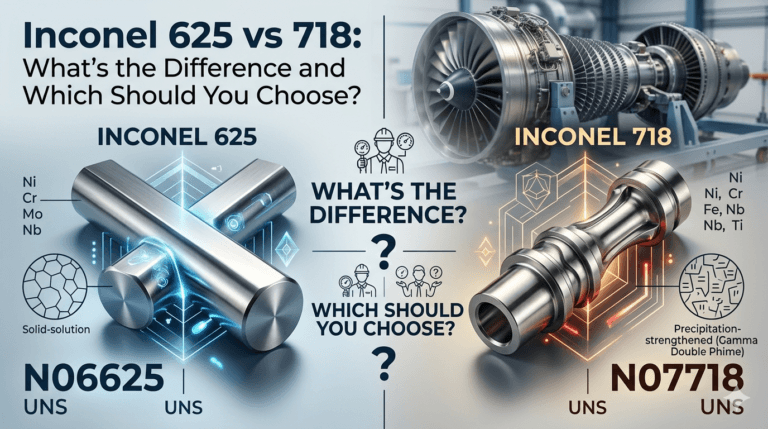
| Element | Inconel 625 | Inconel 718 | Incoloy 825 | Why It Matters |
|---|---|---|---|---|
| Nb+Ta | ~3.5% | ~5% | ~0.2% | Nb is present in 625 and 718; very low in 825 |
| Ti | Absent | ~1% | ~1% | Ti present in 718 and 825; absent in 625 |
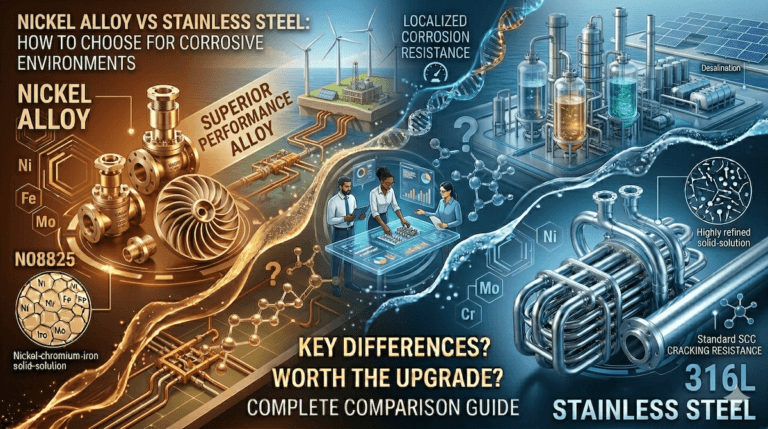
| Fe | <5% | <20% | ~30% | Incoloy 825 has high iron content |
| Cu | Absent | Absent | ~2% | Copper is unique to Incoloy 825 |
PMI Best Practices
- Calibrate before use — follow manufacturer calibration procedures daily
- Clean the test surface — remove mill scale, paint, grease — surface contamination affects all readings
- Test multiple points — minimum 3 readings per component; variations indicate heterogeneity
- Test both parent material and weld area — base metal and weld metal have different chemistries
- Compare against correct spec ranges — not just “pass/fail” on the instrument’s display
- Document all readings — location, date, operator, instrument serial number, and pass/fail result
Critical limitation: XRF measures surface chemistry only, to a depth of approximately 10-50 micrometers. It cannot detect carbon content — this requires OES (Optical Emission Spectroscopy) for low-carbon grades. For NACE MR0175 / ISO 15156 sour service compliance, carbon verification by OES is mandatory, not optional.
Stage 3: Mechanical Testing
Mechanical testing verifies that the material has the strength, ductility, and toughness specified for the application. These tests are required per the ASTM/ASME specification on representative samples from each heat lot.
Tensile Testing (ASTM E8 / ASME SA-370)
What it measures: Fundamental mechanical properties under axial loading
| Property | What It Tells You |
|---|---|
| Ultimate Tensile Strength (UTS) | Maximum load before fracture |
| Yield Strength (0.2% offset) | Stress at which permanent deformation begins |
| Elongation | Ductility — ability to deform without fracturing |
| Reduction of Area (ROA) | Severity of necking — indicator of toughness |
Typical room-temperature tensile requirements:
| Alloy | UNS | Min. UTS (MPa) | Min. Yield (MPa) | Min. Elongation (%) |
|---|---|---|---|---|
| Inconel 625 | N06625 | 760 | 380 | 30 |
| Inconel 718 | N07718 | 1,035 | 655 | 12 |
| Incoloy 825 | N08825 | 520 | 195 | 30 |
| Hastelloy C-276 | N10276 | 690 | 283 | 40 |
| Hastelloy X | N06002 | 760 | 310 | 35 |
| Monel 400 | N04400 | 480 | 195 | 35 |
Hardness Testing (ASTM E10 / E18 / E92)
Hardness testing is fast, nondestructive, and provides a correlate to tensile strength.
| Method | Scale | Typical Range (Solution-Annealed) |
|---|---|---|
| Brinell | HB | 150-250 HB |
| Rockwell | HRB | 85-100 HRB (soft condition) |
| Rockwell | HRC | 35-45 HRC (age-hardened condition) |
| Vickers | HV | 150-350 HV |
Key hardness uses in nickel alloy inspection:
- Quick strength verification — HB can estimate tensile strength via conversion tables
- Heat treatment verification — solution-annealed vs. age-hardened show dramatically different hardness values
- Weld HAZ hardness surveys — hardness elevation in the HAZ indicates sensitization risk
- Inconel 718 condition verification — SA: HRB 90-100; Age-hardened: HRC 35-45. Using the wrong condition in a design means wrong strength properties.
Impact Testing (ASTM E23)
Charpy V-notch impact testing measures toughness — the material’s ability to absorb energy before fracturing. Critical for:
- Low-temperature service — below the ductile-to-brittle transition temperature
- Pressure vessel fabrication — ASME Sec. VIII requires impact testing for many服务和环境
- Cryogenic applications — liquid gas storage and transfer systems
Good news for nickel alloys: Many nickel alloys have excellent low-temperature toughness and may be exempt from impact testing at room temperature. Check the applicable ASME or ASTM paragraph for exemption criteria.
Stage 4: Destructive Examination — Microstructure and Corrosion Testing
These tests require cutting test coupons from the material and are performed on a sampling basis (typically 1 sample per heat lot per specification).
Macro Examination (ASTM E340)
Macro examination uses low-power magnification (5-10x) on an etched cross-section:
| Finding | Indicates | Action |
|---|---|---|
| Center pipe / segregation | Casting quality issues | May affect properties — evaluate severity |
| Inclusions / slag | Metallurgical cleanliness issues | Affects toughness and corrosion resistance |
| Grain flow lines | Work history of forging | Normal in forged products |
| Cracks / seams | Surface or internal defects | Reject material |
| Weld fusion lines | For welded plate | Verify proper weld penetration |
Micro Examination (ASTM E3 / E407)
Micro examination at 100-500x magnification reveals the microstructure — which determines much of the material’s in-service performance:
| Microstructural Feature | Why It Matters |
|---|---|
| Grain size | Fine grains = better creep resistance. Specify ASTM grain size 5 or finer for high-temperature applications. |
| Carbide morphology | Grain boundary carbides indicate sensitization risk (intergranular corrosion) |
| Precipitate distribution | Inconel 718: gamma’ and delta phase distribution affects strength and ductility |
| Twin boundaries | Annealing twins are normal in FCC nickel alloys |
| Inclusion count | Cleanliness per ASTM E45 — affects fatigue and impact resistance |
Intergranular Corrosion Testing (ASTM G28 / ASTM A262)
For applications where IGC is a risk, ASTM G28 is the standard test:
| Test Method | Standard | Application |
|---|---|---|
| Method A (50% H₂SO₄ + CuSO₄) | ASTM G28 Method A | Inconel/Incoloy — most severe IGC test |
| Method B (65% HNO₃) | ASTM G28 Method B | Less severe alternative |
| Practice E (HNO₃-HF) | ASTM A262 | Austenitic stainless steel |
| Practice C (nitric-HF) | ASTM A262 | Stainless steel — HAZ sensitization |
For nickel alloys in corrosive service: ASTM G28 Method A evaluates resistance to IGC. If the material fails, sensitization during fabrication (inadequate solution annealing after welding or forming) is the likely cause.
The Complete Inspection Checklist
Documentation:
- MTC present, dated, and signed by authorized inspector
- Heat/lot number traceable from mill to received material
- UNS number matches PO specification
- ASTM/ASME specification matches PO requirement
- Actual chemical composition values within specified ranges
- Actual mechanical test values meet minimum requirements
Physical:
- Dimensions within tolerance (thickness, width, length, OD/ID)
- Surface free from cracks, laps, seams, excessive scale
- Edge condition acceptable for intended processing
- Marking/stamping legible and complete
PMI (where required):
- XRF calibrated per manufacturer schedule
- Key element readings within UNS spec ranges
- Multiple test points per component
- Results documented with location and operator ID
- Carbon verified by OES for sour service / low-carbon grades
Mechanical (per spec):
- Tensile test results meet minimums
- Hardness within specified range
- Impact testing completed where required
- Heat treatment condition verified (SA vs. aged)
Special tests (per application):
- IGC testing completed for corrosive service
- Grain size measured and meets requirement
- PMI of weld metal verified (if applicable)
Common Inspection Mistakes and How to Avoid Them
Mistake 1: Accepting MTC Without Verifying Numbers
An MTC from a reputable mill is valuable — but mills make mistakes. Always spot-check at least one heat number against the actual material’s marking. If you cannot read the stamp, use PMI.
Mistake 2: PMI on Unclean Surfaces
XRF on mill scale, paint, or grease gives false readings. Clean to bare metal before PMI — especially critical for Mo, Cr, and Ni, which are the key differentiators.
Mistake 3: Ignoring Carbon Content for Sour Service
XRF cannot measure carbon. For NACE MR0175 / ISO 15156 sour service or low-carbon grade specifications, verify carbon by OES. Non-negotiable.
Mistake 4: Not Checking Grain Size for High-Temperature Applications
Grain size is not on most standard MTCs but matters enormously for creep resistance. For any application above 600C in Hastelloy or Inconel, specify and verify grain size.
Mistake 5: Skipping Impact Testing for Cryogenic Service
Many engineers assume nickel alloys are “tough enough” at all temperatures. For LNG, liquid nitrogen, or liquid hydrogen service, verify notch toughness per ASME Sec. VIII rules.
Conclusion
Inspecting nickel alloy materials is not optional, and it is not complicated — but it must be systematic. The four-stage workflow catches different failure modes at different points in the supply chain:
- Receiving inspection catches documentation and surface defects
- PMI catches material mix-ups before fabrication
- Mechanical testing confirms the material has the strength and toughness the design requires
- Destructive examination verifies microstructure and corrosion resistance
The cost of systematic inspection is a fraction of the cost of a single material-related failure in a critical application.
Related Articles
- The Ultimate Nickel Alloy Selection Guide — Understand why specific alloys are selected for specific environments before you inspect them
- Understanding UNS Numbers — Master UNS designations so you always know what chemistry to expect