Among precipitation-hardening stainless steels, 17-4PH (UNS S17400, AMS 5604, ASTM A564) holds a unique position. It delivers tensile strengths exceeding 1,300 MPa — comparable to some low-alloy quenched-and-tempered steels — while maintaining the corrosion resistance of a 400-series martensitic stainless steel. Unlike most precipitation-hardening alloys, 17-4PH is available in all standard product forms, machines readily in the solution-annealed condition, and requires only a simple single- or two-step aging treatment to reach its final properties. These characteristics have made it one of the most widely specified PH stainless steels in aerospace, chemical processing, oil and gas, and power generation. This article explains the alloy’s metallurgy, compares its heat treatment conditions in detail, and provides practical guidance on selecting the right condition for your application.
Composition and the Metallurgical Basis for Precipitation Hardening
Nominal composition of 17-4PH (UNS S17400):
| Element | Specification | Typical Heat |
|---|---|---|
| Chromium | 15.0–17.5% | 16.0% |
| Nickel | 3.0–5.0% | 4.0% |
| Copper | 3.0–5.0% | 3.5% |
| Columbium + Tantalum (Nb+Ta) | 0.15–0.45% | 0.30% |
| Manganese | ≤1.00% | 0.70% |
| Silicon | ≤1.00% | 0.40% |
| Carbon | ≤0.070% | 0.040% |
| Phosphorus | ≤0.040% | 0.025% |
| Sulfur | ≤0.030% | 0.010% |
| Iron | Balance | ~73% |
How the precipitation hardening mechanism works
17-4PH is a martensitic stainless steel — but a special one. Its chromium content (15–17.5%) provides solid corrosion resistance. The nickel addition reduces the martensite transformation temperature (Ms) enough to ensure that the microstructure transforms to martensite upon air cooling from the solution-annealing temperature, without requiring quench hardening. The copper and columbium additions are the key to precipitation hardening.
Step 1 — Solution annealing (typically 1,038°C / 1,900°F, air cool): The material is heated above the austenitizing temperature, dissolving all precipitates into the austenite matrix. Air cooling transforms the microstructure to low-carbon martensite with high dislocation density. In this condition, 17-4PH is relatively soft (approximately 36–40 HRC) and ductile — suitable for machining, forming, and fabrication.
Step 2 — Age hardening (typically 480–620°C): During aging, copper atoms precipitate as fine, coherent Cu-rich particles (diameter 5–20 nm). These nanoscale precipitates impede dislocation motion, dramatically increasing yield strength and hardness. The columbium-tantalum carbides (NbC, TaC) that form at grain boundaries also contribute to strength and provide resistance to grain boundary cracking.
The result: a microstructure with martensite matrix strength + coherent copper precipitate strengthening + grain boundary carbide pinning. This combination delivers high strength without the brittleness of conventional high-carbon martensitic stainless steels.
Heat Treatment Conditions: A Condition-by-Condition Guide
17-4PH is specified using a heat treatment condition designation (H900, H925, H1025, etc.). Each condition specifies a different aging temperature and time, producing a different balance of strength, hardness, and toughness.
The condition system explained
The aging temperature determines the trade-off between strength and toughness:
- Lower aging temperature (H900 at 480°C): Maximum strength and hardness. Fine copper precipitates are small and densely distributed. Toughness is lower.
- Higher aging temperature (H1150 at 620°C): Lower strength but significantly improved toughness and ductility. Copper precipitates coarsen and the martensite matrix softens.
Condition H900 (480°C / 900°F, 1 hour)
The most commonly specified condition when maximum strength is the priority.
- Tensile strength: 1,310–1,500 MPa (190–217 ksi)
- Yield strength (0.2% offset): 1,170–1,310 MPa (170–190 ksi)
- Elongation (% in 50mm): 10–16%
- Hardness: 40–47 HRC
- Notch tensile ratio: ~0.90 (good notch toughness)
- Microstructure: Lath martensite + Cu-rich precipitates + NbC grain boundary carbides
Best for: High-strength fasteners, spline shafts, aerospace structural components where strength is the primary requirement.
Condition H925 (496°C / 925°F, 4 hours)
A slight step back from H900 — slightly lower strength in exchange for improved notch toughness and ductility.
- Tensile strength: 1,240–1,380 MPa (180–200 ksi)
- Yield strength: 1,070–1,240 MPa (155–180 ksi)
- Elongation: 12–18%
- Hardness: 36–44 HRC
Best for: Applications requiring slightly better toughness than H900 while maintaining high strength — pump shafts, valve stems.
Condition H1025 (566°C / 1,050°F, 4 hours)
The most commonly specified “general purpose” condition, offering a balanced combination of strength, toughness, and ductility.
- Tensile strength: 1,100–1,240 MPa (160–180 ksi)
- Yield strength: 930–1,070 MPa (135–155 ksi)
- Elongation: 14–20%
- Hardness: 32–40 HRC
Best for: The widest range of applications: chemical processing equipment, pump shafts, valve bodies, nuclear fuel assembly components.
Condition H1075 (580°C / 1,075°F, 4 hours)
Further softening for improved fabrication and dimensional stability.
- Tensile strength: 1,000–1,140 MPa (145–165 ksi)
- Yield strength: 790–970 MPa (115–140 ksi)
- Elongation: 16–22%
- Hardness: 28–36 HRC
Condition H1100 (593°C / 1,100°F, 4 hours)
For applications requiring maximum toughness and resistance to stress relaxation.
- Tensile strength: 930–1,070 MPa (135–155 ksi)
- Yield strength: 690–880 MPa (100–128 ksi)
- Elongation: 18–24%
Condition H1150 (621°C / 1,150°F, 4 hours)
For maximum dimensional stability and toughness; often specified for nuclear reactor components.
- Tensile strength: 850–1,000 MPa (123–145 ksi)
- Yield strength: 520–760 MPa (75–110 ksi)
- Elongation: 20–28%
Condition H1150M (760°C + 621°C double aging)
A two-step treatment introduced for improved toughness in nuclear applications:
- First step: 760°C (1,400°F) for 2 hours — stabilizes the microstructure, partially reverts some martensite to austenite
- Second step: 621°C (1,150°F) for 4 hours — precipitates copper in the stabilized structure
- Tensile strength: 730–880 MPa (106–128 ksi)
- Yield strength: 385–590 MPa (56–86 ksi)
- Elongation: 18–30%
Best for: Nuclear reactor internal components, applications where dimensional stability during long-term elevated-temperature service is critical.
Condition A (Solution Annealed)
- Tensile strength: 790–1,000 MPa (115–145 ksi)
- Yield strength: 415–620 MPa (60–90 ksi)
- Elongation: 18–30%
- Hardness: 36–40 HRC (as-quenched martensite)
Used for intermediate fabrication stages where machining or forming requires the softest condition. Final aging is performed after fabrication is complete.
Heat treatment comparison summary
| Condition | Aging Temp | Tensile (MPa) | Yield (MPa) | Elongation | Hardness (HRC) | Primary Use |
|---|---|---|---|---|---|---|
| H900 | 480C/900F | 1,310–1,500 | 1,170–1,310 | 10–16% | 40–47 | Maximum strength fasteners |
| H925 | 496C/925F | 1,240–1,380 | 1,070–1,240 | 12–18% | 36–44 | High-strength shafts |
| H1025 | 566C/1,050F | 1,100–1,240 | 930–1,070 | 14–20% | 32–40 | General purpose (most common) |
| H1075 | 580C/1,075F | 1,000–1,140 | 790–970 | 16–22% | 28–36 | Improved toughness |
| H1100 | 593C/1,100F | 930–1,070 | 690–880 | 18–24% | 24–34 | Stress relaxation resistance |
| H1150 | 621C/1,150F | 850–1,000 | 520–760 | 20–28% | 20–30 | Dimensional stability |
| H1150M | 760+621C | 730–880 | 385–590 | 18–30% | — | Nuclear applications |
| A | Annealed | 790–1,000 | 415–620 | 18–30% | 36–40 | Machining/fabrication |
Corrosion Resistance: How It Compares to 316 and Other Stainless Steels
17-4PH is classified as a martensitic precipitation-hardening stainless steel, not an austenitic stainless steel. Its corrosion resistance is determined by its chromium content (15–17.5%) and the specific microstructure after aging.
General corrosion behavior
In atmospheric and fresh water: 17-4PH performs comparably to Type 410 martensitic stainless steel — significantly better than carbon steel, but less resistant than the austenitic 300-series (304/316).
In chloride environments: 17-4PH is more susceptible to pitting and crevice corrosion than 316L stainless steel due to its lower chromium content and the presence of copper precipitates. The threshold chloride concentration for pitting initiation in 17-4PH is approximately 100–200 ppm at room temperature — compared to approximately 1,000 ppm for 316L. This means 17-4PH is not suitable for seawater or high-chloride process streams without protective coatings.
In mild acid environments: 17-4PH handles dilute sulfuric acid and dilute nitric acid reasonably well in the H1025–H1150 conditions. In the high-strength H900 condition, stress corrosion cracking (SCC) can occur in chloride environments above approximately 50°C.
H900 vs H1025: Which condition has better corrosion resistance?
In general, the higher-temperature aging conditions (H1025 and above) provide better corrosion resistance than H900, because:
- The martensite matrix is softer and more chemically homogeneous
- The copper precipitates are larger and more widely spaced (less galvanic effect)
- Less residual stress from the lower aging temperature
For applications where both strength and corrosion resistance are required, H1025 or H1075 are often the better choice than H900.
17-4PH vs 316L: Direct comparison
| Property | 17-4PH (H1025) | 316L Austenitic SS |
|---|---|---|
| Tensile strength | 1,100–1,240 MPa | 485–690 MPa |
| Yield strength | 930–1,070 MPa | 170–310 MPa |
| Hardness | 32–40 HRC | 79–90 HRB (~16 HRC) |
| Corrosion resistance | Moderate (martensitic SS) | Excellent (austenitic SS) |
| Chloride pitting threshold | ~100–200 ppm | ~1,000 ppm |
| Max service temperature | ~350°C | ~870°C (intermittent) |
| Magnetic | Yes (martensitic) | No (austenitic) |
| Weldability | Good (ERNiCrMo-3) | Excellent |
| Machinability (annealed) | Good | Fair |
Bottom line: 17-4PH is chosen when strength is the primary requirement and corrosion resistance is moderate. 316L is chosen when corrosion resistance is the primary requirement and strength requirements are moderate. For applications requiring both high strength and excellent corrosion resistance, consider superaustenitic stainless steels (254 SMO, 904L) or nickel alloys (Inconel 625).
Mechanical Properties at Elevated and Cryogenic Temperatures
Elevated temperature behavior
17-4PH is not designed for sustained high-temperature service. Its aging treatment optimizes room-temperature properties. However, it retains useful strength to approximately 350°C.
Short-term elevated temperature tensile (H1025 condition):
| Temperature | Tensile (% of RT) | Yield (% of RT) |
|---|---|---|
| Room temperature | 100% | 100% |
| 200C (392F) | ~90% | ~85% |
| 300C (572F) | ~80% | ~75% |
| 400C (752F) | ~60% | ~55% |
For sustained service above 350C, consider Inconel 718, Waspaloy, or AISI 630 (which has similar composition to 17-4PH but better elevated-temperature stability).
Cryogenic temperature behavior
17-4PH is not typically specified for cryogenic service. However, in the H1150M condition (double-aged for maximum toughness), it has been used in nuclear reactor internal components where neutron embrittlement resistance is a consideration. Impact toughness in the H1025 condition at -40C remains acceptable (approximately 40–60 J Charpy V-notch).
Common Applications
Aerospace: Landing gear components, helicopter rotor blade fixtures, aircraft structural fittings, high-strength fasteners, pump and valve parts for hydraulic systems.
Chemical and petrochemical: Pump shafts and impellers, valve stems and seats, agitator shafts, process control instrument components, fasteners in chloride-containing environments (with coating or in H1075/H1150 condition).
Oil and gas: Downhole packer components, subsurface safety valve parts, high-pressure wellhead components, subsea valve trim where strength and moderate corrosion resistance are both required.
Nuclear: Reactor internal components, fuel assembly hardware, control rod drive mechanisms (in H1150M condition for dimensional stability under neutron irradiation).
Medical: Surgical instrument handles, dental equipment components requiring strength and moderate corrosion resistance.
General industrial: High-strength shafts, precision gears, plastic mold tooling, die casting components.
Fabrication, Machining, and Welding
Machining
Machining should always be performed in the solution-annealed (Condition A) state. In the aged condition, 17-4PH has high hardness and strength that dramatically reduces tool life. Standard machining parameters for stainless steel are suitable with appropriate cutting fluid use.
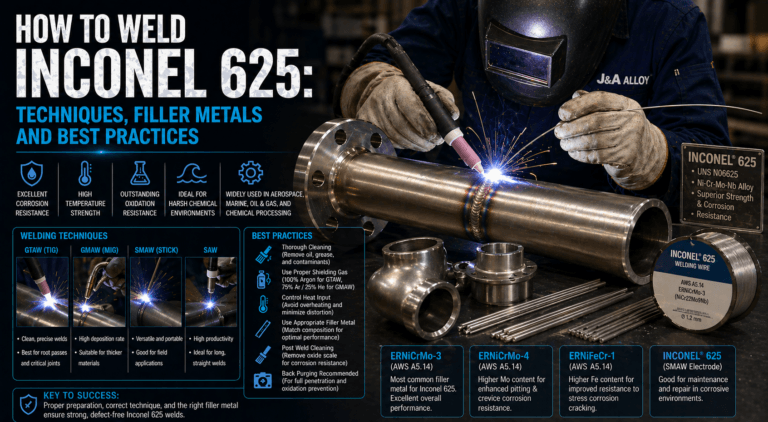
Welding
17-4PH is readily weldable in all product forms using matching filler metal (AWS ER630, UNS S17480) or ERNiCrMo-3 for dissimilar joints. The recommended approach:
- Weld in Condition A (solution annealed) to avoid cracking in the hard HAZ
- Use low heat input to minimize HAZ width
- Post-weld heat treat to H900 or H1025 condition
- For critical welds, perform a double aging cycle: H1150M stabilization before final aging
Surface treatments
For enhanced corrosion resistance, 17-4PH is often electropolished or passivated after aging. Electropolishing removes surface chromium-depleted layers and improves pitting resistance. Standard nitric acid passivation (20–25% HNO3, 30–60 min) is acceptable for 17-4PH in the H1025 and higher conditions.
Five Key Facts About 17-4PH
- H900 delivers the highest strength but not the best corrosion resistance. The trade-off between strength and corrosion resistance means H1025 or H1075 are often the better choice for real-world applications requiring both.
- 17-4PH is machinable in Condition A only. Attempting to machine aged material destroys tooling and compromises the part. Always machine before final aging — and plan heat treatment as the last manufacturing step.
- The Nb+Ta addition distinguishes 17-4PH from ordinary martensitic stainless. The columbium-tantalum carbides pin grain boundaries and suppress intergranular cracking during aging and welding — this is what makes 17-4PH weldable without post-weld heat treatment in most conditions.
- 17-4PH is magnetic in all conditions. Unlike austenitic stainless steels, 17-4PH’s martensitic microstructure is ferromagnetic. This is an important consideration for applications where magnetic interference is a concern.
- For seawater or high-chloride service, specify 316L or a nickel alloy. 17-4PH’s chloride pitting threshold (~100–200 ppm) is well below typical seawater chloride levels (~19,000 ppm). Specify corrosion-resistant alloys, not strength alloys.
Related articles: Nickel Alloy vs Stainless Steel: How to Choose for Corrosive Environments, How to Weld Inconel 625: Techniques, Filler Metals and Best Practices, Hastelloy vs Inconel: Key Differences Every Engineer Should Know