The oil and gas industry operates in some of the world’s most chemically aggressive environments. Downhole fluids may contain hydrogen sulfide (H₂S) at partial pressures that cause carbon steel to crack within hours. Offshore production equipment is immersed in seawater for decades. Refinery process streams carry concentrated acids and high-temperature hydrocarbons that attack most conventional metals.
Nickel alloys are the materials of choice when these environments push stainless steel beyond its limits. This guide covers the key corrosion threats in oil and gas service, the regulatory framework governing material selection (NACE MR0175 / ISO 15156), and a practical selection roadmap for upstream, midstream, and downstream applications.
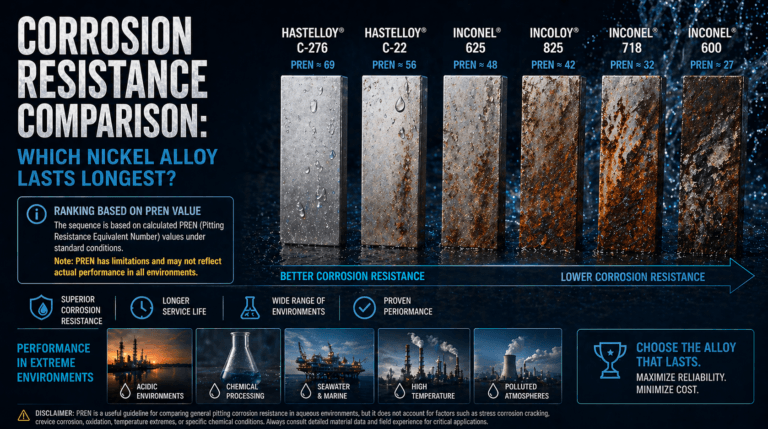
Related reading: For a detailed corrosion mechanism comparison across nickel alloy families, see our Corrosion Resistance Comparison. For UNS numbers and specifications, see our Understanding UNS Numbers guide.
1. The Oil & Gas Corrosion Environment
1.1 The Four Threats
Oil and gas environments present four simultaneous corrosion threats that interact and compound each other:
| Threat | Source | Effect |
|---|---|---|
| Hydrogen sulfide (H₂S) | Reservoir fluid, bacterial activity | Sulfide stress cracking (SSC), hydrogen-induced cracking (HIC) |
| Carbon dioxide (CO₂) | Reservoir fluid, combustion products | Sweet corrosion, carbonic acid formation, CO₂ pitting |
| Chloride ions (Cl⁻) | Formation water, seawater | Pitting, crevice corrosion, chloride SCC |
| Elemental sulfur (S) | High-temperature, high-pressure sour wells | Highly aggressive corrosion; forms polysulfide compounds |
The simultaneous presence of H₂S and Cl⁻ creates conditions where even high-alloy stainless steels fail. A material that performs well in either environment alone may fail rapidly when both are present — this is why nickel alloys are required in the most demanding oil and gas service.
1.2 The Sour Service Threshold
“Sour service” is a precisely defined term under NACE MR0175 / ISO 15156. Not every H₂S environment qualifies as sour service — the standard defines specific thresholds that trigger its requirements:
- H₂S partial pressure ≥ 0.0003 MPa (0.05 psi) in gas or multiphase production
- H₂S dissolved concentration ≥ 50 mg/L in aqueous phase (in crude oil systems)
Below these thresholds, conventional materials may be acceptable. Above them, the NACE standard applies and material selection must comply with its requirements.
1.3 The Temperature-Severity Relationship
In sour service, temperature has a counterintuitive effect on some failure modes:
- Sulfide Stress Cracking (SSC): Most severe at room temperature (20-80°C). High temperatures actually reduce SSC risk because atomic hydrogen diffuses out of the metal faster.
- Stress Corrosion Cracking (SCC) and pitting: Increase with temperature. Above 150°C, SCC becomes the dominant concern.
- General corrosion and CO₂ attack: Increase steadily with temperature up to 150-200°C.
This means a material suitable for ambient-temperature sour service may not be suitable for high-temperature applications, and vice versa.
2. The Regulatory Framework: NACE MR0175 / ISO 15156
2.1 What the Standard Requires
NACE MR0175 (internationally harmonized as ISO 15156) is the industry’s governing standard for material selection in sour environments. Published by NACE International (now AMPP), it defines:
- Which materials are acceptable in sour service
- Under what conditions (H₂S partial pressure, temperature, pH, chloride concentration)
- Hardness limits — the most commonly misunderstood requirement
- Heat treatment requirements for specific alloys
The standard is divided into three parts:
- Part 1: General principles and test methods
- Part 2: Cracking-resistant carbon and low-alloy steels
- Part 3: Cracking-resistant CRAs (corrosion-resistant alloys) and other alloys — this is where nickel alloys are addressed
2.2 What NACE MR0175 Means for Nickel Alloy Procurement
For nickel alloys, NACE MR0175 / ISO 15156 Part 3 specifies:
- Allowable hardness levels: Most nickel alloys have a maximum hardness limit (typically HRC 40 or equivalent). Materials exceeding this limit are excluded from sour service regardless of composition.
- Heat treatment requirements: Some alloys (Inconel 718, for example) must be in specific heat treatment conditions to qualify. Age-hardened conditions that produce high strength may also produce excessive hardness.
- Environmental limits: Each alloy is listed with maximum allowable H₂S partial pressure, temperature, and chloride concentration. Using an alloy outside its listed conditions is not permitted without qualification testing.
2.3 Key Alloys Listed in NACE MR0175 Part 3
| Alloy | UNS | Condition | Notes |
|---|---|---|---|
| Inconel 625 | N06625 | Annealed | Widely approved; excellent sour service track record |
| Inconel 718 | N07718 | Annealed or aged (specific conditions) | Approved for specific H₂S/temperature combinations; age-hardened condition restricted |
| Hastelloy C-276 | N10276 | Annealed | Approved; excellent in high-chloride sour environments |
| Hastelloy C-22 | N06022 | Annealed | Approved; preferred where oxidizing conditions are present |
| Incoloy 825 | N08825 | Annealed | Approved for moderate sour service |
| Monel 400 | N04400 | Annealed | Approved for specific low-H₂S conditions |
| Inconel 28 | N08028 | Annealed | High-chromium alloy; approved for moderate service |
Important: NACE MR0175 is a minimum requirement, not a guarantee of suitability. The standard addresses cracking resistance (SSC, SCC, HIC) but does not cover general corrosion rates or localized attack. Always verify general corrosion performance separately for the specific environment.
3. The Three Failure Modes You Must Understand
3.1 Sulfide Stress Cracking (SSC)
SSC is the most dangerous failure mode in sour service. It occurs when atomic hydrogen, generated by the corrosion reaction between H₂S and the metal, diffuses into the metal lattice and concentrates at stress concentrations (notches, welds, inclusions). When the local hydrogen concentration exceeds a critical level under applied or residual tensile stress, the metal fractures without warning.
Key characteristics:
- No visible corrosion product — the metal looks clean until it cracks
- Most severe at room temperature; reduces above 80°C
- Primarily affects high-strength materials (high hardness = high susceptibility)
- Nickel alloys with hardness ≤ HRC 40 have excellent SSC resistance
Why nickel alloys resist SSC: Nickel atoms reduce hydrogen trapping at grain boundaries; the higher Ni content (>40%) significantly reduces hydrogen absorption at operating potentials.
3.2 Hydrogen-Induced Cracking (HIC)
HIC occurs when hydrogen atoms accumulate at material defects (inclusions, laminations) and recombine to form hydrogen molecules, creating internal pressure that causes planar cracking parallel to the plate rolling direction. HIC is independent of applied stress.
Key characteristics:
- Occurs in carbon and low-alloy steels; nickel alloys are essentially immune
- Most common in thick-wall piping and pressure vessel plates
- Detectable by UT inspection
Why nickel alloys are immune to HIC: The homogeneous austenitic microstructure contains no low-melting inclusions or segregation planes that provide nucleation sites for hydrogen recombination.
3.3 Stress Corrosion Cracking (SCC)
SCC in oil and gas typically occurs in high-temperature, high-chloride environments. Unlike SSC (which dominates at low temperature), SCC dominates above approximately 80-120°C and requires the simultaneous presence of tensile stress, a susceptible material, and a specific electrolyte.
Key characteristics:
- Most dangerous above 120°C in chloride-containing environments
- Welds and heat-affected zones are particularly vulnerable
- Nickel alloys have excellent SCC resistance; Inconel 625 and C-276 are essentially immune in normal oilfield conditions
4. Application-by-Application Selection Guide
4.1 Upstream: Downhole Completions and Well Equipment
Downhole environments represent the most severe combination of corrosion threats: high H₂S, high CO₂, high chlorides, elevated temperature (50-200°C), and high mechanical stress.
| Equipment | Typical Alloy | Standard | Why |
|---|---|---|---|
| Production casing/tubing (OCTG) | Inconel 625, Inconel 718, Incoloy 825 | API 5CRA / ISO 13680 | High-strength, NACE-compliant, corrosion-resistant tubulars |
| Completion packers | Inconel 718 | NACE MR0175 | High strength + NACE compliance for sealing elements |
| Sliding sleeves and mandrels | Inconel 625, Inconel 718 | API 19G1 | Dimensional stability + corrosion resistance |
| Safety valves (SSSV/SCSSV) | Inconel 625 | API 14A | Critical safety equipment; no compromise on material quality |
| Gauge carriers and perforating guns | Inconel 625, Hastelloy C-276 | NACE MR0175 | Burst-resistant under downhole pressure |
| Gas lift valves | Inconel 625 | API 11V1 | Long service life in cyclic H₂S/CO₂ service |
Selection note for OCTG: For sour gas wells, the critical decision between Inconel 625 and Inconel 718 is typically driven by strength requirements. Inconel 625 (annealed) provides excellent corrosion resistance at moderate strength (~750 MPa UTS). Inconel 718 (age-hardened) provides up to 1380 MPa UTS but requires strict hardness control to remain NACE-compliant.
4.2 Midstream: Subsea and Offshore Production
Offshore environments add seawater immersion to the sour service challenge. Subsea equipment must survive 25+ years without maintenance access.
| Equipment | Typical Alloy | Standard | Why |
|---|---|---|---|
| Subsea flowlines (CRA-lined pipe) | Inconel 625 cladding on carbon steel | DNV-ST-F101 | Cost-effective: carbon steel structure + corrosion protection |
| Flexible risers (pressure sheath) | Inconel 625 strip | API 17J | Corrosion-resistant inner bore in high-pressure sour fluids |
| Umbilical hydraulic tubes | Inconel 625, 316L (moderate service) | ISO 13628-5 | Chemical injection lines for scale/corrosion inhibitors |
| Wellhead connectors and flanges | Inconel 625, Hastelloy C-276 | API 6A / ISO 10423 | High-pressure sealing faces exposed to sour wellhead fluids |
| Christmas tree components | Inconel 625, Hastelloy C-276 | API 6A | Valve bodies, trims, seals |
| Subsea manifolds | Inconel 625 weld overlay on carbon steel | DNV-OS-F101 | CRA overlay on carbon steel manifold bodies |
Subsea design philosophy: For most subsea applications, the engineering approach is not to use solid nickel alloy components throughout, but to use CRA cladding or weld overlay (Inconel 625 ERNiCrMo-3 weld overlay) on carbon steel structural components. This reduces weight and cost while providing the corrosion-resistant contact surface.
4.3 Downstream: Refinery and Gas Processing
Refineries process crude oil that contains sulfur compounds, naphthenic acids, and high-temperature hydrocarbons. Gas processing plants handle H₂S and CO₂ separation.
| Equipment | Typical Alloy | Notes |
|---|---|---|
| HF alkylation unit | Hastelloy C-276, Monel 400 | Hydrofluoric acid catalyst; Monel 400 for high HF, C-276 for oxidizing conditions |
| Sulfuric acid alkylation | Hastelloy C-276, Hastelloy B-3 | Sulfuric acid catalyst at controlled temperatures |
| Amine gas treating (H₂S absorber) | Hastelloy C-276, Inconel 625 | Hot lean amine + absorbed H₂S; very aggressive to carbon steel |
| Sour water stripper | Hastelloy C-276 | H₂S + NH₃ + CO₂ in water; highly aggressive |
| Crude distillation overhead | Hastelloy C-276, Alloy 20 | HCl + H₂S condensate; causes catastrophic attack on carbon steel |
| Hydrotreater reactor internals | Inconel 625, Incoloy 800H | High-temperature hydrogen + H₂S service |
| Heat exchangers (tube bundles) | Inconel 625, Hastelloy C-276 | Process-side acid service; shellside cooling water or steam |
| Fired heater tubes | Incoloy 800H, HP alloy cast tubes | High-temperature carburization and oxidation |
5. Key Alloy Comparison for Oil & Gas Service
5.1 Technical Comparison Table
| Alloy | H₂S Resistance | CO₂+Cl⁻ | Seawater | High Temp | Strength | NACE MR0175 | Cost |
|---|---|---|---|---|---|---|---|
| Inconel 625 (N06625) | ⭐⭐⭐ | ⭐⭐⭐ | ⭐⭐⭐ | ⭐⭐ | ⭐⭐ | ✓ | $$$ |
| Inconel 718 (N07718) | ⭐⭐ | ⭐⭐ | ⭐⭐ | ⭐⭐⭐ | ⭐⭐⭐ | ✓ (condition-dependent) | $$$ |
| Hastelloy C-276 (N10276) | ⭐⭐⭐ | ⭐⭐⭐ | ⭐⭐⭐ | ⭐⭐ | ⭐⭐ | ✓ | $$$$ |
| Hastelloy C-22 (N06022) | ⭐⭐⭐ | ⭐⭐⭐ | ⭐⭐⭐ | ⭐⭐ | ⭐⭐ | ✓ | $$$$ |
| Incoloy 825 (N08825) | ⭐⭐ | ⭐⭐ | ⭐⭐ | ⭐⭐ | ⭐⭐ | ✓ | $$ |
| Monel 400 (N04400) | ⭐⭐ | ⭐ | ⭐⭐ | ⭐ | ⭐⭐ | ✓ (limited) | $$$ |
5.2 The Inconel 625 Dominant Position
In the oil and gas industry, Inconel 625 has become the “default” high-performance alloy for a simple reason: it offers the best combination of properties for the widest range of oilfield service conditions:
- Excellent NACE MR0175 compliance in annealed condition
- Weldability — critical for subsea weld overlays and joining in the field
- Wide product form availability — pipe, tube, plate, strip, bar, fittings, all to API/ASTM standards
- Proven track record — 40+ years of field data in North Sea, Gulf of Mexico, and Middle East service
- Good mechanical properties — sufficient strength for most completion hardware without requiring aging
Hastelloy C-276 is preferred over Inconel 625 when the process stream contains strong reducing acids (HCl from acid stimulation jobs, H₂SO₄ in sour service with high sulfur activity). C-276’s higher molybdenum content provides the advantage in these specific conditions.
6. Procurement and Compliance Requirements
6.1 Applicable Standards for Oil & Gas Nickel Alloy Products
| Standard | Scope | Relevant For |
|---|---|---|
| NACE MR0175 / ISO 15156 | Material requirements for sour service | All downhole and surface equipment in H₂S service |
| API 5CRA / ISO 13680 | Seamless CRA OCTG pipe and tubing | Downhole tubulars (casing, tubing) |
| API 6A / ISO 10423 | Wellhead and Christmas tree equipment | Wellhead valves, chokes, flanges |
| ASME B31.3 | Process piping | Refinery and gas plant piping systems |
| ASME Section VIII | Pressure vessels | Refinery vessels, heat exchanger shells |
| DNV-ST-F101 | Submarine pipeline systems | Subsea flowlines and risers |
| API 17J | Flexible pipe | Flexible riser pressure sheaths |
| ISO 13628-5 | Umbilical systems | Hydraulic and chemical injection tubes |
6.2 Material Test Certificate (MTC) Requirements for Sour Service
When procuring nickel alloys for sour service, the MTC must explicitly state:
- UNS designation (not trade name only)
- Heat number and full chemical composition (to verify NACE compliance)
- Hardness (Rockwell HRC or Brinell HBW) — must meet NACE MR0175 limits
- Yield strength, UTS, elongation (to verify mechanical property specification)
- Heat treatment (type and temperature) — critical for condition verification
- PMI verification if required by purchase order
- Charpy impact testing for low-temperature applications
- IGC testing (ASTM G28) if specified
7. Five Common Oil & Gas Alloy Selection Mistakes
Mistake 1: Using Inconel 718 Without Confirming NACE Condition
Inconel 718 is NACE MR0175-listed, but only in specific heat treatment conditions. The annealed + fully aged condition may produce hardness exceeding the NACE limit. Always confirm the specific condition (e.g., “AMS 5663: solution treat + double age”) and verify the resulting hardness is ≤ HRC 40.
Correct approach: Specify “Inconel 718 per NACE MR0175 / ISO 15156 Table A.2, hardness ≤ HRC 40” on your purchase order.
Mistake 2: Specifying Incoloy 825 for High-Severity Sour Service
Incoloy 825 is listed in NACE MR0175 but has defined environmental limits — maximum H₂S partial pressure, maximum chloride concentration, and maximum temperature. Using 825 in a well that exceeds these limits (very common in deepwater or high-H₂S wells) is a specification error.
Correct approach: If the well conditions are at the moderate-to-severe end of the sour service spectrum, specify Inconel 625 or Hastelloy C-276 instead.
Mistake 3: Not Specifying Low Carbon Grade in Welded Applications
Standard carbon nickel alloys (e.g., Inconel 625 without “L” suffix) can be used for welded equipment but may show sensitization in the HAZ if the carbon content is at the high end of the specification range. For welded pressure-containing components in sour service, specify “low carbon” grades (max 0.03% C).
Correct approach: For welded equipment, specify “Inconel 625L (low carbon, max 0.03% C per ASTM B443 Grade 1 Type E)” to ensure HAZ corrosion resistance is maintained.
Mistake 4: Confusing “Sour Service Approved” with “Corrosion Resistant”
NACE MR0175 certification means the alloy is approved for cracking resistance (SSC, SCC, HIC). It says nothing about the alloy’s general corrosion resistance or its corrosion rate in the specific process fluid. An alloy can be NACE-approved and still corrode rapidly if used in the wrong acid environment.
Correct approach: Verify NACE compliance for cracking resistance AND check corrosion rate data (immersion test results, isocorrosion diagrams) for the specific process stream.
Mistake 5: Substituting Product Forms Without Verifying Standard Compliance
A Hastelloy C-276 pipe fitting is not interchangeable with a Hastelloy C-276 valve body if they are manufactured to different standards. Pipe fittings per ASTM B366 have different testing requirements than valve components per API 6A. Ensure the product form specification matches the application requirement.
Correct approach: Specify the product form standard (ASTM B444 for seamless pipe, ASTM B443 for plate/sheet, ASTM B446 for bar) as well as the alloy UNS and NACE requirements on every purchase order.
8. Quick Selection Reference: Oil & Gas Application to Alloy
| Application | Primary Alloy | Alternative | Governing Standard |
|---|---|---|---|
| Sour gas well tubing (moderate) | Incoloy 825 | Inconel 625 | API 5CRA / NACE MR0175 |
| Sour gas well tubing (severe) | Inconel 625 | Inconel 718 | API 5CRA / NACE MR0175 |
| High-strength downhole components | Inconel 718 | — | API 11D1 / NACE MR0175 |
| Subsea flowline overlay | Inconel 625 (ERNiCrMo-3) | Hastelloy C-276 | DNV-ST-F101 |
| Flexible riser pressure sheath | Inconel 625 strip | — | API 17J |
| Umbilical tube (chemical injection) | Inconel 625 | 316L (mild service) | ISO 13628-5 |
| Wellhead valve trims | Inconel 625, C-276 | — | API 6A |
| Amine absorber (refinery) | Hastelloy C-276 | — | ASME B31.3 |
| HF alkylation (high HF) | Monel 400 | — | ASME B31.3 |
| Crude distillation overhead | Hastelloy C-276 | — | ASME B31.3 |
Key Takeaways
- Know your H₂S partial pressure — whether an environment qualifies as “sour service” under NACE MR0175 determines your entire material selection strategy
- Inconel 625 is the default for most oil and gas nickel alloy applications — broad NACE approval, excellent field record, good availability
- Inconel 718 offers higher strength but requires strict hardness control for NACE compliance; always specify the required condition
- Hastelloy C-276 wins in reducing acid environments — specifically HCl, H₂S in strong acid, and simultaneous oxidizing/reducing conditions
- Sour service approval ≠ corrosion resistance — NACE compliance covers cracking; always separately verify corrosion rate for your specific process fluid
- Specify low carbon grades for welded components in sour service to prevent HAZ sensitization
For alloy comparison data across all environments, see our Corrosion Resistance Comparison guide. For welding Inconel 625 and Hastelloy in oil and gas fabrication, see our Welding Nickel Alloys guide.