Introduction
Hastelloy C-276 has been the workhorse of severe-corrosion service for over five decades. It is specified by default in chemical processing, oil and gas, and pharmaceutical manufacturing — to the point where many engineers don’t even consider alternatives. But there is a specific subset of environments where C-276’s performance ceiling is reached, and that ceiling has a name: crevice corrosion.
Hastelloy C-22 was developed by Haynes International specifically to address C-276’s vulnerability in oxidizing chloride environments — particularly where crevices exist (flange faces, gasket seams, deposit-sheltered surfaces). The result is an alloy with a Critical Crevice Temperature (CCT) of 80°C — a full 25°C higher than C-276’s 55°C — and zero crevice attack in 180-day seawater tests where C-276 still shows measurable penetration.
This is not an article about replacing C-276 with C-22 everywhere. C-276 remains the correct choice for most reducing-acid and general-purpose corrosion applications. But if your service environment involves oxidizing chlorides, wet chlorine, mixed oxidizing-reducing acids, or flue gas desulfurization scrubbers, you need to understand why C-22 exists — and when the upgrade is worth the 20–40% material cost premium.
Quick Comparison Table
| Property | Hastelloy C-22 (UNS N06022) | Hastelloy C-276 (UNS N10276) |
|---|---|---|
| Nickel (Ni) | ~56% (balance) | ~57% (balance) |
| Chromium (Cr) | 20.0–22.5% | 14.5–16.5% |
| Molybdenum (Mo) | 12.5–14.5% | 15.0–17.0% |
| Tungsten (W) | 2.5–3.5% | 3.0–4.5% |
| Iron (Fe) | 2.0–6.0% | 4.0–7.0% |
| Carbon (C) | ≤0.015% | ≤0.020% |
| CCT (6% FeCl₃, ASTM G48) | 80°C | 55°C |
| CPT (6% FeCl₃, ASTM G48) | >150°C | >150°C |
| Tensile Strength (min) | 690 MPa (100 ksi) | 690 MPa (100 ksi) |
| Yield Strength (min) | 310 MPa (45 ksi) | 283 MPa (41 ksi) |
| Density | 8.69 g/cm³ | 8.89 g/cm³ |
| Cost Ratio | ~1.2–1.4x | 1.0x (baseline) |
| Best for | Oxidizing chlorides, FGD, crevice service | Reducing acids, general purpose, HCl |
1. Chemical Composition: The Chromium-Molybdenum Trade-Off
The compositional difference between C-22 and C-276 is a deliberate engineering trade-off — not an upgrade in every dimension.
Hastelloy C-22 (UNS N06022, ASTM B575)
| Element | Content (wt%) |
|---|---|
| Nickel (Ni) | Balance (~56%) |
| Chromium (Cr) | 20.0–22.5% |
| Molybdenum (Mo) | 12.5–14.5% |
| Tungsten (W) | 2.5–3.5% |
| Iron (Fe) | 2.0–6.0% |
| Cobalt (Co) | ≤2.5% |
| Carbon (C) | ≤0.015% |
| Manganese (Mn) | ≤0.5% |
| Vanadium (V) | ≤0.35% |
| Silicon (Si) | ≤0.08% |
Hastelloy C-276 (UNS N10276, ASTM B575/ASME SB575)
| Element | Content (wt%) |
|---|---|
| Nickel (Ni) | Balance (~57%) |
| Chromium (Cr) | 14.5–16.5% |
| Molybdenum (Mo) | 15.0–17.0% |
| Tungsten (W) | 3.0–4.5% |
| Iron (Fe) | 4.0–7.0% |
| Cobalt (Co) | ≤2.5% |
| Carbon (C) | ≤0.020% |
| Manganese (Mn) | ≤1.0% |
| Vanadium (V) | ≤0.35% |
| Silicon (Si) | ≤0.05% |
What Changed and Why
| Change | C-22 vs C-276 | Effect |
|---|---|---|
| Chromium ↑ | 22% vs 16% (+6%) | Dramatically better oxidizing environment resistance; stable Cr₂O₃/Cr(OH)₃ film |
| Molybdenum ↓ | 13% vs 16% (−3%) | Slightly reduced reducing-acid resistance; less Cr-Mo intermetallic precipitation in HAZ |
| Tungsten ↓ | 3% vs 4% (−1%) | Minor reduction in high-temperature strength and reducing-acid buffer |
| Carbon ↓ | 0.015% vs 0.020% | Better intergranular corrosion resistance in as-welded condition |
The fundamental design logic: C-22 trades 3% Mo and 1% W for 6% Cr. In oxidizing chloride environments, chromium is the far more valuable element — it forms the stable, self-healing oxide film that prevents both uniform and localized attack. Molybdenum, while critical for reducing-acid resistance, is less effective against oxidizing species.
2. Crevice Corrosion: The 25°C Advantage
Crevice corrosion is the most insidious form of localized attack because it occurs in hidden, geometrically sheltered locations where inspection is difficult and failure can be sudden. Flange gasket faces, tube-to-tubesheet joints, bolt holes, and deposit-covered surfaces are all crevice sites.
ASTM G48 Critical Crevice Temperature (CCT)
The most widely accepted metric for crevice corrosion resistance is the CCT, measured per ASTM G48 Method D (6% FeCl₃ + 1% HCl, 72-hour exposure).
| Alloy | CCT | Significance |
|---|---|---|
| 316L | 0°C | Fails in ambient-temperature seawater crevices |
| 254 SMO | 30°C | Marginal for warm seawater |
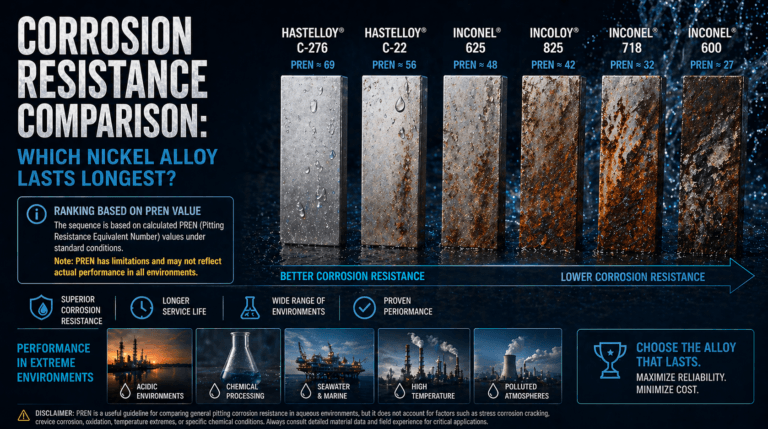
| Alloy 625 | 40°C | Good but limited above 40°C |
| C-276 | 55°C | Adequate for moderate-temperature crevice service |
| C-22 | 80°C | Covers virtually all industrial crevice scenarios |
The 25°C gap between C-22 and C-276 is not incremental — it is transformative. In practical terms:
- Seawater at 30–40°C: C-276 may show crevice attack in stagnant zones; C-22 shows zero attack
- FGD scrubber environments (50–70°C chloride condensate): C-276 is at the margin; C-22 operates comfortably within its limits
- Chemical process streams at 60–80°C with chloride contamination: C-276 may fail at crevices; C-22 provides a robust safety margin
Seawater Crevice Corrosion: 180-Day LaQue Data
| Alloy | Static Seawater (29°C, 180 days) | Flowing Seawater (29°C, 180 days) |
|---|---|---|
| Specimens Attacked | Max Depth (mm) | |
| 316L | 4/4 | 1.33–2.27 |
| 254 SMO | 4/4 | 0.76–1.73 |
| Alloy 625 | 3/4 | 0.04–0.18 |
| C-276 | 2/4 | 0.10–0.13 |
| C-22 | 0/4 | 0 |
Key observation: Even at 29°C — well below C-276’s 55°C CCT — C-276 shows crevice attack in 50% of static seawater specimens. C-22 shows zero attack in all conditions. This real-world result demonstrates that CCT values are thresholds, not guarantees; there is a performance band below the CCT where some attack can still occur, and C-22’s higher CCT provides substantially more margin.
3. The “Green Death” and “Yellow Death” Tests
These two aggressive laboratory test solutions were developed specifically to differentiate among high-performance Ni-Cr-Mo alloys in environments that simulate severe process conditions.
Green Death Solution
(11.5% H₂SO₄ + 1.2% HCl + 1% FeCl₃ + 1% CuCl₂, 24h)
| Alloy | Lowest Temperature for Pitting Observation |
|---|---|
| C-276 | At the boiling point (~103°C) |
| C-22 | 120°C (significantly higher) |
C-22 resists pitting in this aggressive oxidizing-chloride solution to temperatures 17°C above the boiling point of the solution — meaning it essentially does not pit under any condition where the Green Death remains liquid. C-276, by contrast, shows pitting at the boiling point.
Yellow Death Solution
(4% NaCl + 0.1% Fe₂(SO₄)₃ + 0.021M HCl, 24h)
| Alloy | CCT | Pitting at 150°C |
|---|---|---|
| C-276 | 60°C | Observed |
| C-22 | 75°C | No pitting |
C-22’s CCT in Yellow Death is 15°C higher, and it shows no pitting even at the maximum test temperature of 150°C.
Practical Significance
These test results translate directly to two real-world applications:
- FGD scrubbers: The condensate in flue gas desulfurization systems is a complex mixture of H₂SO₄, HCl, chlorides, and oxidizing species — essentially a dilute Green Death analog at 50–70°C. C-276 is at the edge of its performance envelope in this environment; C-22 operates with substantial margin.
- Chlorinated seawater cooling systems: Continuous chlorination (1–2 ppm Cl₂) creates an oxidizing chloride environment that pushes C-276 toward its crevice corrosion limit. C-22’s higher CCT provides the safety margin needed for reliable long-term operation.
4. Corrosion in Specific Acid Environments
Nitric Acid (HNO₃) — C-22 Wins Decisively
| Condition | C-22 Corrosion Rate | C-276 Corrosion Rate |
|---|---|---|
| 50% HNO₃, boiling | 0.59 mm/yr | 2.0+ mm/yr |
| 70% HNO₃, boiling | 2.53 mm/yr | Rapid failure |
Nitric acid is the canonical oxidizing environment. C-22’s 22% chromium provides a stable, self-healing passive film that C-276’s 16% Cr cannot match. If your process involves nitric acid at any concentration above 20%, C-22 is the unambiguous choice.
Sulfuric Acid (H₂SO₄) — C-276 Has the Edge in Pure Reducing Conditions
| Condition | C-22 Corrosion Rate | C-276 Corrosion Rate |
|---|---|---|
| 20% H₂SO₄, 66°C | 0.03 mm/yr | <0.01 mm/yr |
| 50% H₂SO₄, boiling | 9.98 mm/yr | ~3–5 mm/yr |
In pure, reducing sulfuric acid, C-276’s higher Mo (16%) and W (4%) give it a measurable advantage. However, in sulfuric acid contaminated with oxidizing species (dissolved oxygen, Fe³⁺, Cu²⁺), C-22 often outperforms C-276 because it can maintain its passive film under oxidizing conditions.
Hydrochloric Acid (HCl) — C-276 Wins
| Condition | C-22 Corrosion Rate | C-276 Corrosion Rate |
|---|---|---|
| 5% HCl, 38°C | <0.01 mm/yr | <0.01 mm/yr |
| 10% HCl, 66°C | 0.98 mm/yr | ~0.3–0.5 mm/yr |
| 20% HCl, 66°C | 0.90 mm/yr | ~0.2–0.4 mm/yr |
HCl is a reducing acid; C-276’s higher Mo and W content provides superior resistance. For pure HCl service, see our guide to Hastelloy B-3 vs C-276 for hydrochloric acid.
Mixed Acids and Oxidizing-Reducing Cycles — C-22 Wins
This is where C-22’s design philosophy pays off most dramatically. Many real-world chemical processes involve mixed acids (e.g., HNO₃ + HCl, H₂SO₄ + FeCl₃, or alternating oxidizing-reducing conditions during batch processing). In these environments:
- C-276’s passive film can destabilize during the oxidizing phase, leading to localized attack during the subsequent reducing phase
- C-22’s higher Cr content maintains passive film stability through both phases, preventing the “film breakdown → localized attack” cascade
Rule of thumb: If your process stream contains any significant oxidizing species (dissolved oxygen >1 ppm, Fe³⁺, Cu²⁺, Cr⁶⁺, nitrate ions, or chlorine/chloride at elevated temperatures) in combination with reducing species, C-22 is the safer specification.
Wet Chlorine Gas — C-22 is Required
Saturated wet chlorine gas is one of the most aggressive industrial environments. C-276 suffers severe weld corrosion and intergranular attack at 65°C and above in this environment. C-22 shows no localized corrosion under the same conditions, making it the required specification for chlorine handling equipment, chlor-alkali plant components, and bleach wash stages in pulp and paper production.
5. Mechanical Properties
Room Temperature
| Property | C-22 | C-276 |
|---|---|---|
| Tensile Strength (min) | 690 MPa (100 ksi) | 690 MPa (100 ksi) |
| Yield Strength (min) | 310 MPa (45 ksi) | 283 MPa (41 ksi) |
| Elongation (min) | 45% | 40% |
| Hardness (typical) | ~88 HRBW | ~90 HRBW |
Elevated Temperature Tensile (Plate)
| Temperature | C-22 Yield / UTS (MPa) | C-276 Yield / UTS (MPa) |
|---|---|---|
| 200°F (93°C) | 338 / 738 | 262 / 655 |
| 400°F (204°C) | 283 / 676 | 228 / 600 |
| 600°F (316°C) | 248 / 655 | 207 / 579 |
| 800°F (427°C) | 241 / 634 | 193 / 552 |
| 1000°F (538°C) | 234 / 607 | 179 / 524 |
| 1200°F (649°C) | 221 / 572 | 165 / 490 |
Key takeaway: C-22 has approximately 10–20% higher yield strength than C-276 at all temperatures, which can be advantageous for thin-wall pressure vessel design. However, neither alloy is designed for structural load-bearing at temperatures above ~600°C — for high-temperature structural service, see Inconel 600 vs 601 for furnace selection.
6. Weldability: The One Area Where C-276 Still Has an Edge
Weldability is the most nuanced comparison point between these two alloys.
Filler Metal Selection
| Alloy | Matching Filler (GTAW/GMAW) | Matching Electrode (SMAW) |
|---|---|---|
| C-22 | ERNiCrMo-10 | ENiCrMo-10 |
| C-276 | ERNiCrMo-4 | ENiCrMo-4 |
Critical warning: Do not use ERNiCrMo-4 (C-276 filler) to weld C-22 components, and vice versa. The weld deposit chemistry must match the base metal to maintain the correct corrosion resistance profile. Using C-276 filler on C-22 will produce a weld bead with insufficient chromium (16% vs 22%) — creating a corrosion weak point in oxidizing environments.
HAZ Sensitivity
| Factor | C-22 | C-276 |
|---|---|---|
| Intergranular precipitation in HAZ | Moderate risk (higher Cr promotes μ-phase and P-phase formation at grain boundaries) | Lower risk (more resistant to as-welded precipitation) |
| ASTM G28A (oxidizing IGC test) | <0.5 mm/yr (as-welded) | 1.0–2.5 mm/yr (as-welded) |
| ASTM G28B (reducing IGC test) | <0.5 mm/yr (as-welded) | <0.5 mm/yr (as-welded) |
| Heat input sensitivity | More sensitive — keep below 15 kJ/cm | Less sensitive — tolerates up to 20 kJ/cm |
The paradox: C-22 has higher Cr, which makes it more resistant to oxidizing intergranular corrosion (G28A) in the as-welded condition — but that same high Cr makes the HAZ more prone to Cr-Mo intermetallic precipitation (μ-phase, P-phase) during welding, which can reduce ductility and localized corrosion resistance if heat input is not controlled. C-276, with its lower Cr, has less driving force for these precipitates and is more forgiving of welding heat input.
Practical guidance: For C-22 welds, use the following controls:
- Heat input: ≤15 kJ/cm (GTAW), ≤12 kJ/cm (SMAW)
- Interpass temperature: ≤150°C
- Stringer bead technique — avoid wide weave beads
- Solution anneal after welding if maximum corrosion resistance is required in severe service
For C-276 welds, the same parameters are recommended but the alloy tolerates deviation better, making it the preferred choice when welding conditions cannot be tightly controlled (field welding, repair welding).
7. Application-Specific Selection Guide
When to Choose C-22
- Flue gas desulfurization (FGD) scrubbers — The defining application for C-22. FGD inlet ducts, absorber vessels, and mist eliminators operate in 50–70°C chloride/sulfate condensate with dissolved oxygen and oxidizing metal ions. C-276 has a documented history of crevice corrosion failures in FGD service; C-22’s 80°C CCT provides the necessary margin. Many major power plant operators now specify C-22 for new FGD construction.
- Seawater heat exchangers with chlorination — Where continuous chlorination (1–2 ppm Cl₂) is used for biofouling control, the oxidizing chloride environment pushes C-276 toward its crevice limit. C-22’s zero crevice attack in 180-day seawater testing makes it the superior choice for tube sheets, water boxes interiors, and flange faces.
- Chlorine and bleach processing — Wet chlorine gas service, chlor-alkali plant components, sodium hypochlorite handling, and pulp & paper bleach wash stages all involve aggressive oxidizing chloride environments where C-276 suffers intergranular attack and C-22 does not.
- Pharmaceutical and bioprocessing sanitary systems — C-22 is qualified under ASME BPE (Bioprocessing Equipment) standards for sanitary tubing and fittings. Its higher Cr content provides better resistance to the mixed oxidizing-reducing conditions in CIP (clean-in-place) and SIP (steam-in-place) cycles, and its superior as-welded corrosion resistance reduces the need for post-weld annealing of sanitary welds.
- Mixed acid processing — Batch chemical reactors handling alternating or simultaneous oxidizing and reducing acids (e.g., nitration reactors, metal pickling lines, nuclear fuel reprocessing) require C-22’s dual-environment capability.
- Nuclear waste vitrification — The highly oxidizing, chloride-containing environments in high-level radioactive waste processing demand C-22’s crevice corrosion margin. Several DOE facilities specify C-22 for melter feed tanks and off-gas systems.
When C-276 Remains the Right Choice
- Pure reducing acid service — Concentrated HCl, H₂SO₄ without oxidizing contaminants, and other strictly reducing environments favor C-276’s higher Mo and W content.
- General-purpose chemical processing — Where no specific oxidizing-chloride risk has been identified, C-276’s lower cost and more forgiving weldability make it the rational default.
- Field welding and repair — C-276’s lower HAZ sensitivity and tolerance for higher heat input make it more practical for on-site repairs and fabrication where conditions cannot be tightly controlled.
- Sour oil and gas service — NACE MR0175/ISO 15156 qualified, with extensive service history. For sour gas comparisons, see Incoloy 825 vs Hastelloy C-276 for sour gas.
- Cost-sensitive projects — The 20–40% material cost premium for C-22 is justified only when the service environment demands its specific advantages. Specifying C-22 where C-276 is adequate wastes project budget without performance benefit.
Decision Matrix
| Application | Recommended Alloy | Primary Reason |
|---|---|---|
| FGD scrubber inlet/absorber | C-22 | CCT 80°C covers FGD condensate temp |
| Seawater HX (chlorinated) | C-22 | Zero crevice attack in chlorinated seawater |
| Wet chlorine / bleach | C-22 | No intergranular attack in oxidizing Cl₂ |
| Pharma sanitary (ASME BPE) | C-22 | BPE qualification + CIP/SIP resistance |
| Mixed acid batch reactor | C-22 | Dual oxidizing-reducing capability |
| Pure HCl / reducing H₂SO₄ | C-276 | Higher Mo/W for reducing conditions |
| General chemical processing | C-276 | Adequate performance at lower cost |
| Field welding / repair | C-276 | More forgiving HAZ behavior |
| Sour gas (NACE MR0175) | C-276 | Proven service history |
| Cost-sensitive spec | C-276 | 20–40% lower material cost |
8. Cost Analysis
Material Cost Comparison
| Factor | C-22 | C-276 |
|---|---|---|
| Relative material cost | 1.2–1.4x | 1.0x (baseline) |
| Welding cost | Slightly higher (tighter controls) | Standard |
| Filler metal cost | ERNiCrMo-10 (specialty, higher) | ERNiCrMo-4 (standard, lower) |
| Post-weld treatment | May require solution anneal for max performance | Usually not required |
Total Cost of Ownership (TCO) in FGD Service
| Factor | C-22 FGD Component | C-276 FGD Component |
|---|---|---|
| Initial material cost | 1.3x | 1.0x |
| Expected service life | 20–30+ years | 8–15 years (crevice corrosion limited) |
| Unscheduled shutdown for repair | Rare | Expected at 8–12 year mark |
| Replacement cost (over 30 years) | 1.3x | 2.0–3.0x (1–2 replacements) |
In FGD service, C-22’s TCO over a 30-year plant life is typically 30–50% lower than C-276’s, because the avoided replacement and shutdown costs far outweigh the 20–40% material premium. This TCO advantage is the primary economic argument for upgrading from C-276 to C-22 in FGD applications.
9. Common Specification Mistakes
Mistake 1: Defaulting to C-276 for FGD Without Evaluating C-22
Many specification documents reference C-276 for “corrosion-resistant alloy” without considering C-22. In FGD service, this is a known failure mode — multiple power plants have experienced C-276 crevice corrosion failures at flange faces and tube-to-tubesheet joints within 8–12 years of service. The solution is to specify C-22 for crevice-prone locations in FGD systems.
Mistake 2: Using C-276 Filler Metal (ERNiCrMo-4) on C-22 Base Metal
The weld deposit from ERNiCrMo-4 contains only ~16% Cr — far below C-22’s 22% specification. The resulting weld bead will corrode at C-276 rates, not C-22 rates, in oxidizing environments. Always use ERNiCrMo-10 for C-22 welds.
Mistake 3: Assuming C-22 Is Always Better Than C-276
C-22 is superior in oxidizing and mixed environments and in crevice corrosion resistance. It is not superior in pure reducing acids, where C-276’s higher Mo and W provide measurable advantages. Specifying C-22 for pure HCl service is both more expensive and potentially less effective.
Mistake 4: Overlooking Heat Input Control on C-22 Welds
C-22’s higher Cr content increases the risk of Cr-Mo intermetallic precipitation (μ-phase, P-phase) in the HAZ at high welding heat inputs. Using the same welding parameters as C-276 (which tolerates up to 20 kJ/cm) can produce a HAZ with reduced ductility and localized corrosion resistance. For C-22, limit heat input to ≤15 kJ/cm and consider post-weld solution annealing for maximum performance.
Mistake 5: Specifying C-276 for Sanitary/Pharma Applications Without Checking BPE
ASME BPE (Bioprocessing Equipment) certification is increasingly required for pharmaceutical and bioprocessing alloy components. C-22 has broader BPE qualification and sanitary product availability than C-276, which has limited sanitary-grade supply. Specifying C-276 for a BPE application may result in procurement difficulties and qualification complications.
FAQ
Q1: Is Hastelloy C-22 better than C-276?
It depends on the environment. C-22 is superior in oxidizing chloride environments — specifically FGD scrubbers, chlorinated seawater, wet chlorine, and mixed oxidizing-reducing acid service. Its CCT is 25°C higher than C-276’s, and it shows zero crevice attack in long-term seawater testing. However, C-276 remains superior in pure reducing acids (concentrated HCl, pure H₂SO₄ without oxidizing contaminants) and is more cost-effective for general-purpose corrosion service. C-22 is an upgrade in specific scenarios, not a universal replacement.
Q2: Why does C-22 resist crevice corrosion better than C-276?
The primary reason is higher chromium content (22% vs 16%). Chromium forms the stable passive oxide film (Cr₂O₃/Cr(OH)₃) that protects the alloy surface. In crevice environments — where oxygen is depleted and chlorides concentrate — the passive film must be robust enough to maintain itself under acidic, low-oxygen conditions. C-22’s 22% Cr provides a thicker, more stable, and more rapidly self-healing film than C-276’s 16% Cr. Additionally, C-22’s slightly lower Mo content reduces the driving force for Cr-Mo intermetallic precipitation, which can create local Cr-depleted zones at grain boundaries that serve as crevice corrosion initiation sites.
Q3: Can C-22 replace C-276 in existing equipment?
Technically yes, but it is not always the right decision. If the existing C-276 equipment has performed adequately without crevice corrosion issues, there is no performance justification for upgrading to C-22. However, if C-276 equipment has experienced crevice corrosion failures, or if the service conditions are being upgraded (higher temperature, increased chloride concentration, addition of chlorination), replacing failed C-276 components with C-22 is a common and effective upgrade strategy. The two alloys have similar mechanical properties, so structural design calculations do not need significant revision.
Q4: What filler metal should I use for welding C-22?
Use ERNiCrMo-10 (AWS A5.14 classification for bare wire) or ENiCrMo-10 (AWS A5.11 for coated electrodes). These matching filler metals deposit weld metal with approximately 22% Cr, maintaining the corrosion resistance profile of the C-22 base metal. Do not use ERNiCrMo-4 (C-276 filler) — the resulting weld deposit will have only ~16% Cr, creating an oxidation-vulnerable zone. Control heat input to ≤15 kJ/cm and interpass temperature to ≤150°C.
Q5: When should I upgrade from C-276 to C-22 for FGD scrubbers?
Upgrade to C-22 when any of the following conditions apply:
- Inlet gas temperature >150°C (higher condensate temperatures)
- Chloride concentration in scrubber liquor >20,000 ppm
- Flue gas contains significant SO₃ (increases oxidizing potential)
- Existing C-276 components have shown crevice corrosion
- New construction where the incremental cost of C-22 is small relative to total project cost
For existing FGD units with C-276 that are performing well, there is no urgency to upgrade. The upgrade decision is most cost-effective at the design stage or when replacement becomes necessary.
Conclusion
Hastelloy C-22 and C-276 are both exceptional Ni-Cr-Mo alloys, but they are optimized for different corners of the corrosion landscape. The selection comes down to one question: Is your environment oxidizing, or is it reducing?
- Oxidizing chlorides, wet chlorine, mixed acids, FGD, chlorinated seawater, pharma sanitary → C-22. The 25°C CCT advantage, zero seawater crevice attack, and superior Green Death/Yellow Death performance justify the 20–40% material premium.
- Pure reducing acids, general chemical processing, field welding, sour gas, cost-sensitive specs → C-276. It remains the most versatile and cost-effective nickel alloy for the broadest range of severe-corrosion applications.
The most costly mistake is not choosing the wrong alloy — it is defaulting to C-276 without evaluating C-22 in environments where oxidizing chlorides or crevice corrosion are present. In FGD scrubbers alone, this default has caused hundreds of millions of dollars in premature replacement and unplanned shutdowns across the power generation industry. Evaluate both options. Choose based on the environment. And never assume the older, more familiar alloy is automatically the right one.
Ready to Source the Right Alloy?
At J&A Alloy, we stock both Hastelloy C-22 and C-276 in a full range of forms: seamless and welded pipe, plate, sheet, round bar, fittings, and flanges. Our metallurgical engineers can help you evaluate whether the C-22 upgrade is justified for your specific service conditions — including crevice corrosion risk assessment and FGD scrubber alloy optimization.
Contact us for technical consultation and competitive pricing: 📧 Email: Info@jaalloy.com 🌐 Web: www.jaalloy.com
This article is part of J&A Alloy’s Nickel Alloy & Specialty Steel Technical Series. For related comparisons, see Incoloy 825 vs Hastelloy C-276 for sour gas, and Monel 400 vs Hastelloy C-276 for HF acid and seawater.